Turbocharging the Chrysler 2.5
engine- Floyd Allen & Thomas Witte
A summary of SAE paper #900852 (Turbocharging the Chrysler 2.5 engine) is given below- The paper itself is copyright which is why I'm not reproducing here. However I don't think SAE will be too upset if I do a quick synopsis and provide you with a link to their website where you can find their 1-800 number and order it for $15 It's chock full (12 pages!) of good detailed information about how the 2.5 turbo engine came about and the lengths to which engineers went to solve a variety of problems that came up during development.
Objectives-
1) Build replacement for 2.2 Turbo I AND offer alternative for V6
2) Reduce NVH and second order vibrations
3) Meet all durability criteria
4) No unique service or maintenance schedule needed
5) Maximize commonality of Chrysler 4 cylinders
New and redesigned components
Block-
Must be same casting as all other 4-cylinders. "Tall deck 2.5" was abandoned for this reason and due to need for shorter engine for lower hoodlines. 2.2 block was used, bores were lowered 4.5 mm and notches were cast in to clear rod throws due to 2.5 longer stroke. Finite Element Analysis and strain gauge testing showed a need for stiffer lower end- Bulkheads areas were increased and nodular iron main caps were considered but dropped due to manufacturing concerns (tool wear & dissimilar material problems) Instead the main caps were made 7mm taller which provide the strength needed.
Crankshaft-
A common TBI/Turbo crankshaft was proposed as a part number reduction measure and several materials were tested and rejected. Forged was considered more then strong enough but to expensive, Austempered Ductile Iron (ADI) was a leading candidate (stronger AND harder then forged at near cast cost) but it was found that machining the crankshaft after heat treating was next to impossible so machining after was tried. After a large number of crankshafts were scraped the conclusion was that ADI could not be used with regular production processes and time constraints did not allow for new processes to be developed. Attention was turned to the existing cast crankshaft which only failed 2 fatigue tests by 12% and 16%. It was found that by increasing the hardness of the TBI crank it could be used for turbo application. Due to foundry yield considerations the harder castings went for use with the turbo engines, while the rest were slated for TBI use. Also at this time the snout of the crank was increased 16% due to accessory belt loads.
Timing belt drive-
Timing belt was changed to round tooth design. 40% less tension was needed so it was 4 dba quieter, had much higher load capacity and the belt would last longer.
Balance shafts-
Needed for reduction of NVH- Noise, vibration and harshness inherent with such a long stroke engine.
Pistons & rods-
Joint design of Chrysler Corp and Mahle it was constructed of 12% silicon eutectic aluminum and 79 grams lighter then 88 2.2 TI, had floating pin due to high piston speeds and combustion pressure associated with 2.5 turbo. Turbo II rod was tested and found to have adequate strength margin plus there was cost savings by using a common part number. Rods and pistons were weight sorted to further reduce NVH, and production tolerances were further tightened to save money by reducing part numbers.
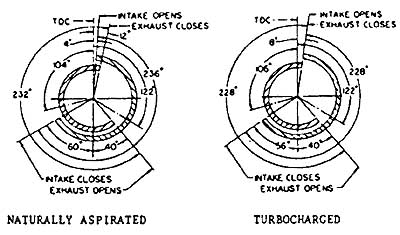
Camshaft-
Roller cam was winner across the board- there was reduced friction (70% at idle, 35% at high engine speeds) better gas mileage (4% automatic & 3% manual car in EPA city cycle) less valvetrain noise and increased durability.
Head and valvetrain-
Crossdrilled head and block was used for 75C reduction in gasket face temperature at WOT operation, BOTH valves were turbo spec with the one piece intake being made from SIL-1 material and the two piece exhaust being made of welded construction with the head being Inconel 751 & the stem was 21-2N.
Oil system-
Great strides were made to optimize the oiling system due to lack of room for larger oil pump & increased demands made by balance shaft system. The accessory shaft oiling groove was found to use as much oil as the turbocharger and after study deemed not needed and the turbocharger bearing clearances were tightened up further reducing demand. A variable speed oil regulator for the balance shaft system was tried but abandoned as too costly for the gains involved. (2.5% at hot idle)
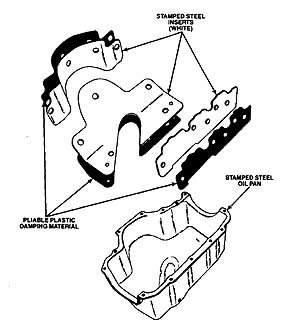
A new acoustically dampened oil pan was used that significantly reduced engine noise by using integrated sound deadening material in it's construction. The oil pickup was also redesigned to prevent being uncovered during hard cornering and low oil levels.
Intake manifold-
1-piece intake with 80 cc plenum and 246 mm runners to facilitate tuning peaks at 4800 rpm and in conjunction with the zip tube between the turbo and throttle body 2400 rpm. Due to careful sizing of it's plenum volume vs. runners combined with cylinders being separated by runners it had excellent fuel distribution from idle to WOT. Injector placement angle wasn't considered ideal but hydrocarbons were low, throttle response was excellent and injector rail access was unhindered by other components reducing warrantee labor costs if a repair was needed in the future. EGR provisions were made for California vehicles.
Turbocharger-
Mitsubishi TEO4H turbo similar to 88 2.2 unit was used with several changes to increase flow due to larger engine demand. 52 mm turbine in 6cm2 housing with 53 mm compressor wheel was a low inertia design.
Electronics-
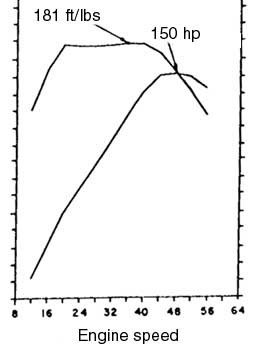
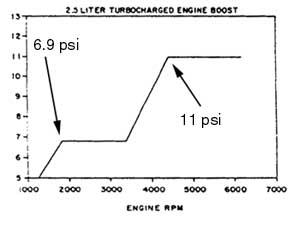
Boost was scheduled for 6.9 psi from 1800 rpm to 3400 rpm where it was slowly ramped up to 11 psi by 4400 rpm. By looking at the dyno chart this appears to be done to keep the engine below 180 ft/lbs of torque due to transmission limitations I would suspect, 1991 engines made 210 ft/lbs of torque at 2400 rpm. Fuel shut off was set at 6200 rpm due to fuel injector limitations after that point. Boost would also be dropped to 8 psi if at WOT for long period of time and engine rpm was over 3650 rpm.
Further NVH reduction-
New alternator mounts to change resonant frequency below the driving range of the vehicle, the front crank pulley was redesigned to reduce radiated noise at idle and a bypass valve was added to the turbocharger inlet system to reduce compressor surge noise.
Conclusion-
1) Improved acceleration with no significant fuel impact.
2) Met all durability criteria.
3) Reduced NVH using a variety of methods including balance shafts.
4) No added or special service needed.
5) Maximum commonality between other Chrysler 4-cylinders.
Note- Items not mentioned in this report:
1) New reverse rotation water pump was implemented for superior belt wrap around the alternator pulley (needed due to higher electrical demands) and larger impeller on the pump itself for better low speed cooling.
2) Better idle quality on all engines due to reduced overlap on camshafts.
3) Bellhousing plugs & foam seal for timing opening & bellhousing cover for reduced noise.
4) Acoustically dampened valve cover for normally aspirated engines.
5) Fuel Injector revision for TBI engines, now using pintle style vs. old ball type.
6) New throttle bodies with larger idle air passages for greater range of control.